

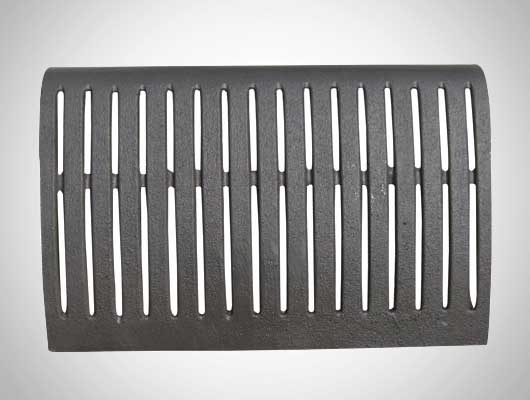
Shell Moulding process uses metallic patterns & resin coated sand to produce shell moulds.
The process is optimised to get better shell by varying the temperature of metal patterns, holding time of resin coated sand & curing.
The metal pattern is heated up to 200°C to 250°C. The pattern is sprayed with a solution of a lubricating agent containing silicone to prevent the shell from sticking of the pattern.
The premix resin coated sand falls on heated metallic pattern. After curing shell mould is sepersted from the pattern by ejecting pins.
Likewise cope & drag moulds are prepared. After joining these two halves, the mould is closed with proper core setting done and then poured.
ADVANTAGES
- Excellent surface finish.
- Consistency in dimensions & tollerences.
- Reduces or eliminates machining.
- Ease of interchangeability in fitment.
- Improves internal airflow wherever required inside the casting thereby improves performance & life of the part.
- Because of chilling effect castings are more sound internally.
- Less chances of foundry defects.


Nitin Castings Limited
Corporate Office: Prestige Precinct, 3rd Floor, Almeida Road, Panchpakhadi, Thane (West) – 400601, INDIA
Phone: +91-22- 49748107 Email: salesnagl@nitincastings.com